


以下是组合式中空注浆锚杆周期短价格优的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:组合式中空注浆锚杆周期短价格优的图文介绍

得天独厚的地理位置为广大的客户带来了交通运输的便利条件。 有朋自远方来不亦乐乎!天恒源钢铁(华池县分公司)本着技术创新、质量为本、客户至上的原则为广大用户提供满意的服务,自创立以来,积j i进取,不断创新,凭借良好的企业信誉,独特的经营风格及较强的 Q355E合金钢管市场开拓能力,取得了一个又一个的骄人业绩,我们将以儒商风范,诚信负责的精神,竭诚欢迎各地客商莅临公司参观指导,携手共创美好明天。



严禁在非焊接区域引弧,地线位置适当、附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
多层焊:多层焊时,层间熔渣必须干净。多层焊时,应控制层间温度,一般不得超过60℃。
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、当地气孔、当地咬边、附近飞溅、裂纹、本地未熔合、附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。



三、同城制作方法
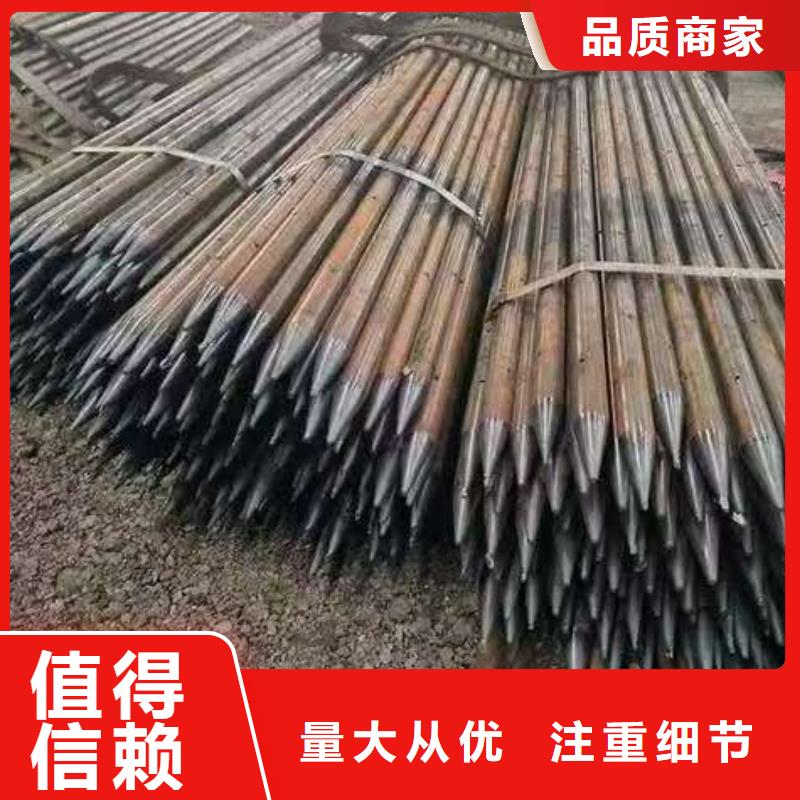
注浆管的制作方法主要包括以下几种:
机械卷制成型法:利用精密的机械装置,将原材料通过卷曲、同城焊接等工序,地制成注浆管。这种方法生产效率高,制成的注浆管尺寸,管壁均匀,能够承受较大的注浆压力。
手工焊接成型法:依赖于工匠的精湛技艺,通过手工焊接的方式,将一片片原材料精心拼接成注浆管。这种方法虽然生产效率相对较低,但制成的注浆管在细节处理上更为精细,能够满足一些特殊地质条件下的注浆需求。
模具压制成型法:采用特制的模具,将原材料在高温高压下压制成型。这种方法制成的注浆管尺寸,表面光滑,减少了注浆时的阻力。同时,由于生产过程高度自动化,因此生产效率极高,能够满足大规模注浆工程的需求。


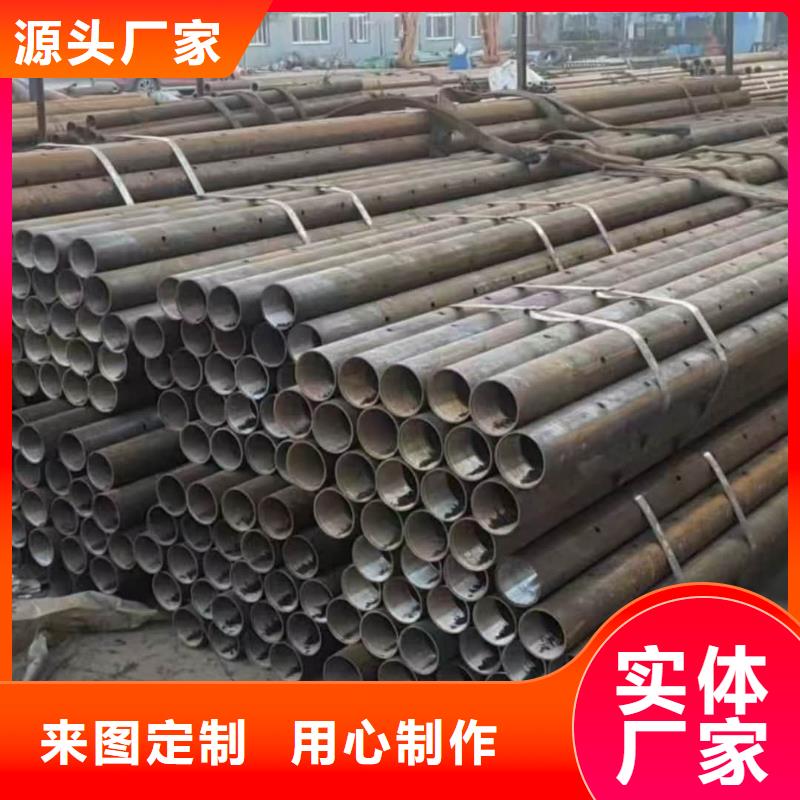
全断面注浆管施工技术要求
注浆管均指全断面注浆管,采用专用固定件固定在施工缝表面,并间隔5~6m两端各引出一根注浆导管。
安装注浆管的施工缝表面应坚实、本地平整,不得有浮浆、同城油污、同城疏松空洞、附近碎石团等,否则应予以。
注浆导管与注浆管连接应牢固,严密,导管末端应临时封堵严密。
注浆管宜设置在结构中线位置,任意一侧混凝土的厚度不得小于100mm。
安装注浆管的范围的基层可不凿毛,并保持平整,必要时采用防水砂浆进行局部找平,以确保注浆管任何部位均与施工缝表面密贴,并确保注资管不得有悬空部位。注浆管的固定间距宜为200-300mm,固牢固,可靠。
注浆管采用搭接法连接,搭接宽度宜为20-30mm(即有效出浆长度),搭接部位必须与甚而牢固固定。

